-
 Surface Roughness Testers Profilometers
Surface Roughness Testers ProfilometersSurface Roughness Testers /Profilometers/Surface Finish/Ra Surface Finish
Model No. SRG-4600
Features
The newest addition to our state-of-the-art surface roughness testers /profilometers, the SRG-4600 will instill the highest level of confidence in your production, shop floor or QC lab. These surface roughness testers/profilometers are distinguished by a high level of accuracy, multiple parameters and simplicity of operation. Extremely sensitive and highly accurate readings from this Phase II surface roughness tester/profilometer is offered via 9 popular surface roughness scales including Ra, Rq(Rms), Rt, Rz and Rmax.

Model No. SRG-4600
Features
The newest addition to our state-of-the-art surface roughness testers /profilometers, the SRG-4600 will instill the highest level of confidence in your production, shop floor or QC lab. These surface roughness testers/profilometers are distinguished by a high level of accuracy, multiple parameters and simplicity of operation. Extremely sensitive and highly accurate readings from this Phase II surface roughness tester/profilometer is offered via 9 popular surface roughness scales including Ra, Rq(Rms), Rt, Rz and Rmax.
(0 reviews) -
 Surface Roughness Testers Profilometers
Surface Roughness Testers ProfilometersMini Surface Roughness Testers / Profilometer/ Surface Roughness Gage
Model No. SRG-2200
Features
The New Phase II SRG-2200 Mini Surface Roughness Tester is a next generation of surface roughness tester developed by the Phase II Metrology Group that features high accuracy, a wide range of application, simple operation and stable performance. It is widely applicable in surface roughness testing all kinds of metals and non-metals.
Large memory with data output via Bluetooth.
The 1.14″ IPS TFT display shows choice of surface roughness parameter Ra, Rz, Rq and Rt at the touch of a button, combined with the selected cutoff length.
Model No. SRG-2200
Features
The New Phase II SRG-2200 Mini Surface Roughness Tester is a next generation of surface roughness tester developed by the Phase II Metrology Group that features high accuracy, a wide range of application, simple operation and stable performance. It is widely applicable in surface roughness testing all kinds of metals and non-metals.
Large memory with data output via Bluetooth.
The 1.14″ IPS TFT display shows choice of surface roughness parameter Ra, Rz, Rq and Rt at the touch of a button, combined with the selected cutoff length.
(0 reviews) -
 Surface Roughness Testers Profilometers
Surface Roughness Testers ProfilometersSurface Roughness Testers /Profilometers/Surface Roughness Chart/Surface Finish Ra
Model No. SRG-4000
Features
The latest in state-of-the-art surface roughness testers profilometer, the SRG-4000 is designed with the shop environment in mind. These surface roughness testers profilometer are distinguished by a high level of accuracy, multiple parameters and simplicity of operation.
Model No. SRG-4000
Features
The latest in state-of-the-art surface roughness testers profilometer, the SRG-4000 is designed with the shop environment in mind. These surface roughness testers profilometer are distinguished by a high level of accuracy, multiple parameters and simplicity of operation.
(0 reviews) -
 Surface Roughness Testers Profilometers
Surface Roughness Testers ProfilometersSurface Roughness Reference Standards/Profilometer Standards/Surface Finish Standards
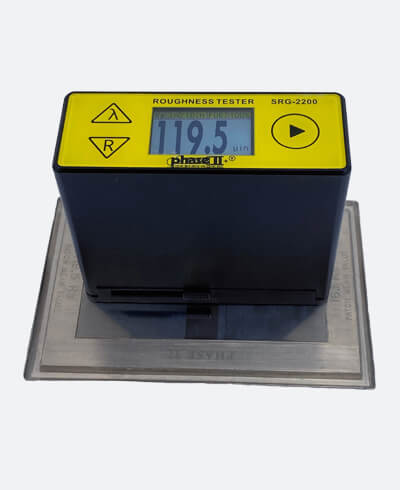
Model No. SRG4600-500
Features
High quality calibration standard for portable surface roughness gauges. Ra values of 119.5 and 16.1; individually serialized and available certified to NIST.
The Phase II Reference Standard provides a reliable calibration tool which permits the technician to calibrate surface analyzing equipment to its peak efficiency.The SRG4600-500 shows the actual patch mean values of low and high microinch surfaces
Available with Lab Certification: Part No. SRG4600-505
Model No. SRG4600-500
Features
High quality calibration standard for portable surface roughness gauges. Ra values of 119.5 and 16.1; individually serialized and available certified to NIST.
The Phase II Reference Standard provides a reliable calibration tool which permits the technician to calibrate surface analyzing equipment to its peak efficiency.The SRG4600-500 shows the actual patch mean values of low and high microinch surfaces
Available with Lab Certification: Part No. SRG4600-505
(0 reviews) -
 Surface Roughness Testers Profilometers
Surface Roughness Testers ProfilometersSurface Roughness Stand/Profilometer Stand
Model No. SRG-4000-050
Features
Can be used with all Phase II 4000 series surface roughness testers/profilometers.
Model No. SRG-4000-050
Features
Can be used with all Phase II 4000 series surface roughness testers/profilometers.
(0 reviews) -
 Surface Roughness Testers Profilometers
Surface Roughness Testers ProfilometersSurface Roughness Tester Vise/Profilometer Vise
Model No. SRG 2000-vise
Features
The new SRG2000 VISE adds extreme versatility to your portable roughness gauge by allowing you to test small round parts effectively and accurately.
Works with the following models:
- Model No. SRG-1000
- Model No. SRG-2000
- Model No. SRG-2200
Model No. SRG 2000-vise
Features
The new SRG2000 VISE adds extreme versatility to your portable roughness gauge by allowing you to test small round parts effectively and accurately.
Works with the following models:
- Model No. SRG-1000
- Model No. SRG-2000
- Model No. SRG-2200
(0 reviews)